Treize. Dépeçage
Il existe deux phénomènes de peau courants : l'un se trouve dans le seau d'emballage de la peau de la surface de la colle, l'autre dans la peau de la surface du bac à colle.
■ La couche superficielle de colle dans le seau d'emballage produit des croûtes
1) Si la température de l'emballage de filtration de la colle est trop élevée, il est facile de former une croûte dans le baril lorsque la température baisse, ce qui est courant à haute température en été. Parce que la colle refroidit lentement, il est facile de se produire si les marchandises sont urgentes et ne peuvent pas être emballées à la température appropriée.
2) La colle emballée produira également une croûte si elle est exposée au soleil.
■ Produire des croûtes dans la couche superficielle de colle sur le bac à colle
1) Le bac à colle a un angle mort (comme la forme à angle droit du bac à colle) pendant que la colle coule rarement, la surface de l'humidité de la colle se volatilise lentement, formant un film et une croûte.
2) La route de cuisson a de l'air chaud soufflant directement sur le plateau de colle
3) La surface de plus de mousse de mousse de colle est très fine, facile à filmer.
Quatorze. Mousse
La mousse est également divisée en mousse de seau et en mousse de colle deux cas
■ Mousse intégrée
Cette situation est principalement due aux secousses violentes lors du processus de manipulation de la mousse, en plus de l'infiltration de plus d'eau, l'agitation produira également plus de mousse.
■ Ralentissez le plateau de colle lorsqu'il y a de la mousse plus grave
1) Échec de l'antimousse de colle ou mesure insuffisante
2) la vitesse des lits supérieurs est trop élevée et le mélange de la colle est trop fort
3) Le niveau de la couche de caoutchouc et les berceaux supérieurs sont dans une position inappropriée et une grande quantité de gaz est amenée dans les berceaux supérieurs lorsqu'ils tournent.
4) La viscosité de la colle est trop élevée et la paroi en mousse de colle est épaisse et difficile à éclater.
■ Plus de mousse de colle, les conséquences sont les suivantes :
1)Influencer la vitesse du composite (vitesse de laminage)
2) Lorsque la quantité de colle est importante, une partie de la mousse est recouverte du film et la mousse pénètre dans le canal de cuisson avant de se niveler après avoir éclaté, ou pénètre dans le canal de cuisson avant d'éclater, puis sèche et se casse pour former des points vides. Après la composition, le phénomène comme fisheye et sténopé est généré.
3) Il est facile de produire des croûtes de colle dans le bac à colle.
Pour traiter plus de mousse, la méthode courante consiste à ajouter un agent anti-mousse, mais nous devons faire attention au type, à la quantité et à la méthode d'agitation pour ajouter l'agent anti-mousse. Si l'opération est incorrecte, il est facile de provoquer le phénomène de fisheye et la diminution de la force de pelage.
Quinze. pendaison de papier
En termes simples, le collage est le papier et le papier collés ensemble, de sorte qu'il a une meilleure résistance et rigidité, comme les boîtes en carton, les boîtes en carton ondulé. Le même type de papier est appelé à monter, et il existe toutes sortes d'étiquettes suspendues courantes.
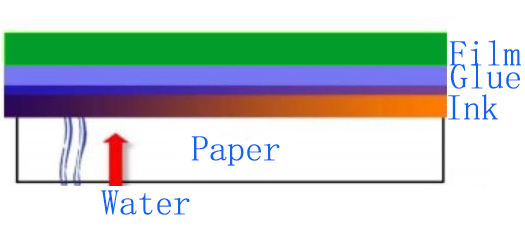
À l'heure actuelle, la plupart des adhésifs de collage utilisés pour le collage ont une faible teneur en solides et contiennent plus d'humidité. En raison de la structure du papier, il contient de nombreux tubes capillaires.
Après le collage, en raison de l'action capillaire, l'humidité est rapidement absorbée par le papier et monte jusqu'à la couche de colle, affectant la couche de colle et la couche de surface. En peu de temps, il est difficile de volatiliser complètement l'eau, surtout en hiver, et l'adhésif contact de couche pendant une longue période. En raison des caractéristiques hydrophiles de l'adhésif à base d'eau, l'existence d'eau détruira certainement sa structure, entraînant une baisse des performances. Sa principale performance est la baisse de l'adhérence, le film de pelage et la couche adhésive sont séparés, en plus, si le l'eau n'est pas complètement volatile que le processus suivant tel que la découpe, l'indentation et ainsi de suite, facile à provoquer un phénomène de moussage.
Cela nécessite que la teneur en humidité du papier lui-même soit faible. Après le collage composite, les produits doivent être placés pendant une longue période et dans un environnement sec et chaud dans la mesure du possible, afin de volatiliser l'eau et de réduire l'influence de l'eau sur la couche adhésive.
Seize. vitesse de séchage
La vitesse de séchage de la colle affecte directement la vitesse et l'efficacité de la stratification, et est également un aspect important pour les clients. Les principaux facteurs qui influent sur la vitesse de séchage sont : la température du canal de séchage et le volume de ventilation, la teneur en solides de la colle, la structure solvant de la colle.
■ Température et ventilation du canal de séchage
Les exigences de la route de séchage seront prises en compte, mais la ventilation ne peut être ignorée, s'il y a un grand nombre de vapeur dans la route de séchage ne peut pas être exclu, cela affectera grandement la vitesse de séchage, et souvent il y aura gouttelettes d'eau, dégoulinant sur le film, causant des problèmes de revêtement, en plus de l'équipement a également pour effet de la corrosion.
■ Teneur en solide de la colle
En général, la colle avec une teneur en solide plus élevée sèche plus rapidement
■ Structure de solvant de la colle La
colle contenant des solvants organiques et la vitesse de séchage miscible à l'eau est relativement rapide, il est donc nécessaire de rappeler aux clients que certaines colles à séchage plus rapide doivent faire attention à ses problèmes environnementaux.
Il convient de noter que, dans le cas d'une grande quantité de colle, il ne peut pas y avoir trop de poursuite de la vitesse de séchage, ne serait-ce qu'en augmentant la température de séchage pour améliorer la vitesse de séchage, provoque souvent la sécheresse de la surface et la couche interne n'est pas un phénomène sec , de sorte que non seulement affectent les performances du film, phénomène de fissuration grave.

Dix-sept.odeur
Il existe trois types de problèmes d'odeur dans la colle : odeur d'ammoniac, odeur corporelle unique, mauvaise odeur.
■ Odeur d'ammoniac
Le problème du PH a été mentionné précédemment, et le régulateur commun du PH est l'ammoniac. L'ammoniac a une certaine odeur volatile et piquante. Dans des conditions de colle normale, l'ammoniac a généralement un goût léger, tandis que si l'ammoniac a un goût lourd, il est lié aux situations suivantes :
1) Afin d'augmenter la viscosité de la colle, un excès d'ammoniac a été ajouté.
2) L'environnement du complexe n'était pas bien ventilé, ce qui a entraîné l'accumulation d'ammoniac volatilisé.
3) Après l'exposition au soleil d'été, de l'ammoniac s'est volatilisé dans l'espace du seau à colle, et l'odeur d'ammoniac était plus forte lorsque le couvercle a été ouvert.
■ Odeur corporelle unique
Si le monomère a un goût fort, la colle n'est pas entièrement réactive ou le monomère résiduel est élevé.
■ Mauvaise odeur
Parce que le solvant de la colle est l'eau et que l'eau est l'espace de survie des micro-organismes, la production générale de colle doit donc être un traitement de stérilisation, si le traitement n'est pas bon, après un certain temps, il peut y avoir un grand nombre de micro-organismes causés par la détérioration de la colle, odeur.
Adhésif en cours d'utilisation, s'il est mélangé sans traitement de stérilisation de l'eau, il est également facile de provoquer une détérioration.
 français
français English
English русский
русский español
español العربية
العربية



