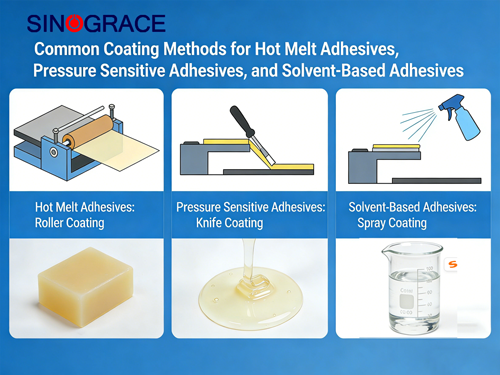
Quelles sont les méthodes de revêtement courantes pour les adhésifs thermofusibles, les adhésifs sensibles à la pression et les adhésifs à base de solvants ?
1. Adhésifs thermofusibles – Méthodes de revêtement Les adhésifs thermofusibles sont composés à 100 % de matières solides, fondent sous l'effet de la chaleur et se solidifient en refroidissant. Sans solvant et à polymérisation rapide, ils sont idéaux pour la production à grande vitesse. Revêtement au rouleau Comment ça marche : L'adhésif fondu est transféré sur le substrat par gravure ou par un rouleau applicateur chauffé. L'épaisseur du revêtement est contrôlée par le motif de surface du rouleau. Applications : Lamination non tissée (couches, serviettes hygiéniques), apprêts pour étiquettes, chants de meubles, supports de tapis. Revêtement par extrusion/filière Comment ça marche : L'adhésif est fondu et mis sous pression dans une extrudeuse à vis, puis extrudé à travers une filière à fente directement sur le substrat. Permet l'obtention de revêtements épais. Applications : Collage intérieur automobile, lamination de membranes étanches, lamination de matériaux isolants. Revêtement par pulvérisation Comment ça marche : L'adhésif fondu est atomisé par de l'air comprimé et pulvérisé sur le substrat, créant ainsi une couche uniforme et respirante. Applications : Lamination textile, collage mousse-tissu (canapés, matelas), scellement des boîtiers électroniques. Revêtement pour couteaux/lames Fonctionnement : L’épaisseur de la couche d’adhésif fondu est contrôlée par l’espace entre la lame et le support. Convient aux travaux de haute précision à basse vitesse. Applications : Échantillons de laboratoire, matériaux spéciaux en petites séries. 2. Adhésifs sensibles à la pression (PSA) – Méthodes de revêtement PSA Il peut s'agir d'un adhésif à base de solvant, d'un adhésif à base d'eau ou d'un adhésif thermofusible. La méthode d'application dépend du type d'adhésif. Enduction par gravure / enduction au rouleau Comment ça marche : Un rouleau de gravure avec Les cellules de précision prélèvent l'adhésif et le transfèrent sur le substrat. Contrôle de l'épaisseur au micromètre près. Applications : Rubans adhésifs (papeterie, avertissement), étiquettes auto-adhésives, rubans médicaux respirants. Revêtement de couteau (Virgule / Couteau inversé) Comment ça marche : Une racle (par exemple, un rouleau à virgule) est réglée en angle et en pression pour contrôler l'épaisseur du revêtement. Convient aux adhésifs sensibles à la pression (PSA) à haute viscosité. Applications : Produits PSA à couche épaisse (rubans en mousse, rubans adhésifs double face), lamination à large bande (films protecteurs). Revêtement par pulvérisation Comment ça marche : L’adhésif sensible à la pression (PSA) à base de solvant ou d’eau est atomisé et pulvérisé sur des substrats de forme complexe. Applications : Pièces intérieures automobiles, collage de produits en caoutchouc/plastique, adhésifs en aérosol pour le bricolage. Revêtement par immersion Comment ça marche : Le substrat est entièrement immergé dans le bain PSA, puis retiré et séché pour former un revêtement uniforme. Applications :...
Lire la suite

 français
français English
English русский
русский español
español العربية
العربية